Migliori prestazioni grazie al trattamento criogenico

Il trattamento termico criogenico (detto spesso anche Deep Cryogenic Treatment – DCT) è diventato sempre più attuale per migliorare le caratteristiche strutturali degli acciai utilizzati per la costruzione di utensili da taglio.
I benefici effetti del Deep Cryogenic Treatment
I benefici effetti di una lunga permanenza in un ambiente molto freddo sull’acciaio e sulla ghisa sono noti da molti decenni.
È noto che i migliori basamenti in ghisa e in acciaio per le macchine utensili sono quelli che hanno subito una “stagionatura” di molti mesi o di anni all’aperto, sotto la neve ed il ghiaccio. Anche se oggi questa pratica non più attuale perché si utilizzano aggregati con alta stabilità è pur sempre vero che questo metodo non ha perso la sua validità.
Perfino i componenti degli orologi svizzeri acquistano una maggiore resistenza all’usura ed una minore deformabilità se lasciati in ambienti freddi per lungo tempo.
Le tensioni interne che si formano durante il normale trattamento termico sono uno dei principali difetti dell’acciaio, perché ai confini delle aree interessate si possono generare, sotto sforzo, delle micro-fessurazioni che ne compromettono la resistenza. Inoltre, il rilascio di queste tensioni interne, con il passare del tempo, possono modificare le dimensioni del pezzo e quindi generare degli inconvenienti nel suo utilizzo.
Ma già da molti anni è pratica comune eseguire il cosiddetto “trattamento criogenico” su utensili e su altri componenti meccanici, anche su acciai ottenuti con sinterizzazione da polveri, cioè acciai del gruppo PM (Powder Metallurgy).
In ogni caso lo scopo di questi trattamenti è quello di aumentare la durezza superficiale, la resistenza all’usura e la tenacità dell’acciaio.
In cosa consiste il trattamento criogenico?
Alla lettera esso è un trattamento termico eseguito a basse temperature: molti gradi sotto lo zero. In primo luogo, bisogna mettere in evidenza che esistono differenze sostanziali tra i trattamenti eseguiti con differenti temperature e con cicli differenti, e tanto per dare un esempio, i trattamenti eseguiti a -90°C danno un miglioramento della resistenza all’usura molto inferiore rispetto al trattamento eseguito a -196°C.
Il trattamento criogenico è stato continuamente oggetto di perfezionamenti e oggi grazie alla possibilità di utilizzare degli appositi software che stabiliscono temperature, tempi di raffreddamento e durata di permanenza alla temperatura stabilita, in base al tipo di materiale ed alla dimensione del pezzo, si ottengono risultati molto migliori che in passato.
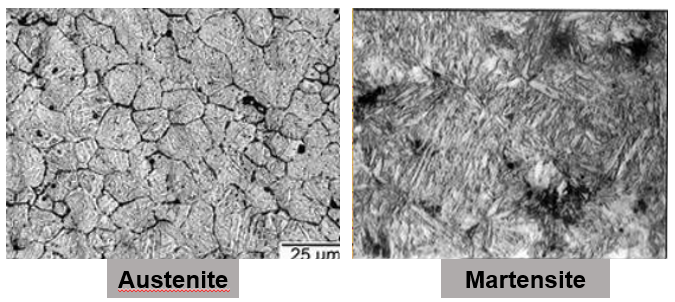
Questo particolare trattamento termico ha essenzialmente lo scopo di trasformare completamente l’austenite residua in martensite.
L’austenite è una soluzione solida di carbonio e di ferro che si forma in una fase della tempra. Essa ha una bassa durezza ed inoltre costituisce un impedimento ad uno stretto legame tra le molecole del metallo (figura 1).
Quando si temprano gli acciai destinati alla produzione di utensili, l’acciaio viene raffreddato molto rapidamente dalla temperatura di austenizzazione alla temperatura ambiente.
Questa fase permette la trasformazione nella struttura martensitica, che è quella che conferisce la durezza all’acciaio. Però questa trasformazione da austenite in martensite non si attua completamente negli acciai fortemente legati.
Si è visto però che quando si esegue il trattamento criogenico l’austenite si trasforma lentamente in martensite che ha una migliore organizzazione strutturale, una maggiore durezza ed una dimensione del grano minore. Tutto ciò ovviamente conferisce all’acciaio una maggiore resistenza.
Un corretto trattamento criogenico oltre alla trasformazione della austenite residua in martensite provoca una precipitazione di carburi di dimensione sub-microscopica generati dalle bassissime temperature. Questi micro-carburi riducono le tensioni interne eliminando la tendenza alle micro-fessurazioni e accrescono la stabilità dimensionale del pezzo trattato.
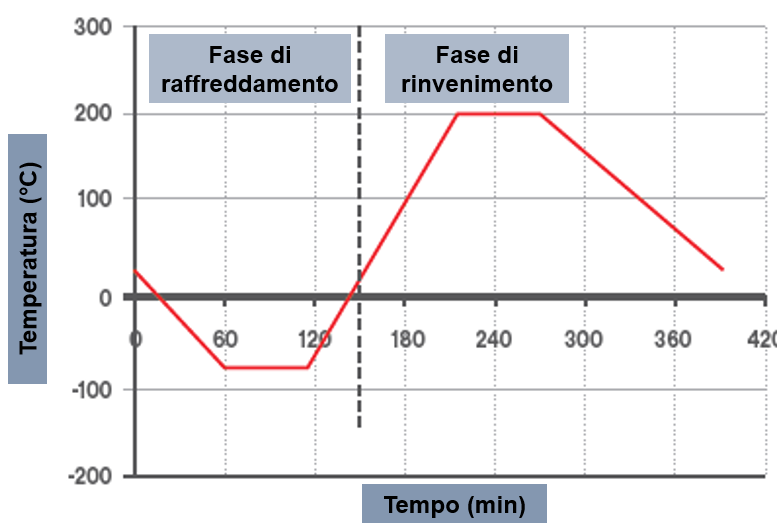
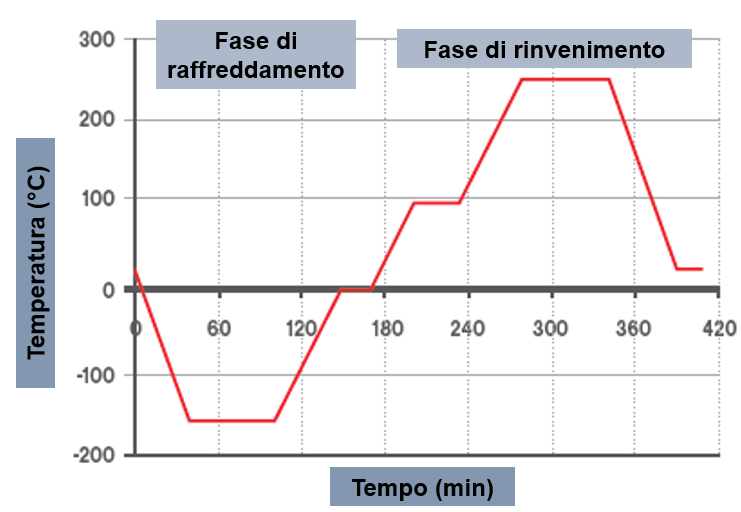
I cicli relativi al trattamento criogenico possono essere effettuati alla temperatura di circa -90 °C oppure di circa -196 °C e nella fase di raffreddamento si ha la trasformazione dell’austenite residua in martensite, poi nella successiva fase di rinvenimento con un riscaldamento fino a 200 – 250 °C si contribuisce alla precipitazione dei carburi di dimensione sub-microscopica.
I tempi e le temperature dipendono dal materiale, dalla massa del pezzo trattato e naturalmente si basano su software studiati da ogni singola ditta specializzata in questo settore. Nelle figure 2 e 3 sono indicati due esempi di cicli termici.
Per raggiungere temperature fino a -150 °C oppure -196 °C si utilizza l’azoto liquido che è il liquido criogenico più economico e maggiormente usato.
Per fare un esempio di un altro utilizzo dell’azoto si può citare la nitrurazione degli acciai, largamente applicata agli ingranaggi. In questo caso l’azoto proviene dalla dissociazione dell’ammoniaca nei forni di nitrurazione.
L’azoto liquido, come altri liquidi criogenici vengono conservati in speciali recipienti denominati “dewar” che sono dei contenitori con due pareti separate da alto vuoto. Il nome dewar deriva dal suo scopritore il fisico e chimico scozzese Sir James Dewar (1842 -1923), colui che ha liquefatto per la prima volta l’idrogeno.
INIZIO BOX
Ciclo del trattamento
Raffreddamento lento: il materiale viene raffreddato gradualmente dalla temperatura ambiente fino alla temperatura criogenica, ad esempio utilizzando azoto liquido come refrigerante. Il raffreddamento lento (spesso a circa 2,5°C/min) è cruciale per evitare shock termici che potrebbero causare cricche o distorsioni strutturali.
Mantenimento a bassa temperatura: il materiale viene mantenuto alla temperatura criogenica (ad esempio, -196°C) per un certo periodo. L’obiettivo primario, specialmente negli acciai temprati, è la trasformazione dell’austeniteresidua (una fase metallica instabile) in martensite, una struttura cristallina più dura e resistente.
Riscaldamento graduale: Il materiale viene riscaldato lentamente fino alla temperatura ambiente.
Rinvenimento/Distensione: spesso segue un ulteriore trattamento di distensione o rinvenimento (a temperature moderate, ad esempio 150-200°C) per ridurre le tensioni interne e migliorare la tenacità del materiale, prevenendo la fragilità.
Vantaggi
Aumento della resistenza all’usura: la trasformazione dell’austenite residua in martensite e la formazione di carburi fini creano una struttura molecolare più densa, che incrementa significativamente la resistenza all’usura abrasiva e allunga la vita operativa dei componenti.
Miglioramento della stabilità dimensionale: l’eliminazione dell’austenite residua, che è instabile e tende a trasformarsi nel tempo causando espansioni di volume, stabilizza la struttura e le dimensioni del componente.
Aumento della durezza e della tenacità: si ottiene generalmente un miglioramento delle proprietà meccaniche, inclusa la resistenza alla trazione e la tenacità, riducendo al contempo la fragilità.
Riduzione delle sollecitazioni interne: il processo aiuta a ridurre le micro-tensioni residue presenti nel materiale.
Utilizzo su utensili da taglio
Se fissiamo per il momento la nostra attenzione sugli utensili in generale e in particolare su quelli destinati alla lavorazione degli ingranaggi si possono fare subito delle importanti considerazioni.
La prima è che creatori e coltelli stozzatori, nel recente passato, sono stati oggetto di un formidabile perfezionamento dovuto sia all’introduzione di nuovi e più sofisticati acciai, sia per i nuovi tipi di ricoprimento PVD. Ciò ha accresciuto notevolmente il rendimento di questi utensili e quindi su essi non si è sentita la grande necessità di ricercare nuovi trattamenti che ne migliorassero ulteriormente le prestazioini. Sul coltello rasatore però i vari ricoprimenti non hanno avuto un uguale successo.
Questo tipo di utensile infatti non si può ricoprire in maniera efficace nei punti più importanti, cioè all’interno dei canalini, perché queste superfici sono finite d’utensile e non vengono più toccate dopo il trattamento termico.
Le prove eseguite sui coltelli rasatori su cui è stato eseguito il trattamento con azoto liquido hanno avuto un rendimento medio molto maggiore rispetto a quelli trattati solo con il metodo tradizionale e ciò è stato anche confermato dai rilievi statistici su lunghi periodi d’impiego in produzione.
Attualmente i produttori di coltelli rasatori eseguono normalmente il trattamento criogenico su praticamente il 100% della produzione.

Oltre che sui rasatori il trattamento criogeno si è dimostrato efficace su altri tipi di utensili, quali punte elicoidali, maschi, frese cilindriche, alesatori, brocce, seghe circolari, ecc.
Come si è già accennato, la trasformazione dell’austenite in martensite oltre ad aumentare la durezza e la resistenza all’usura degli acciai riduce anche le variazioni dimensionali e quindi il trattamento criogenico è indicato anche per tutti quei particolari che richiedono una elevata stabilità dimensionale, come calibri, tamponi di precisione blocchetti di riscontro come per esempio i blocchetti Johnson, ingranaggi master ecc.
Ci sono poi alcuni utensili con grande diametro e di piccolo spessore che sono facilmente deformabili con il rilascio delle tensioni interne. Anche in questi casi è molto utile il trattamento criogenico.
Il miglioramento della struttura dell’acciaio in generale, a seguito del trattamento criogenico, migliora la resistenza all’usura delle parti meccaniche e in particolare degli ingranaggi.
In questo settore però è più significativo il miglioramento della resistenza alla fatica che vuol dire una minore incidenza delle rotture dei denti. C’è da osservare però che questo tipo di trattamento mal si presta a produzioni di serie a causa della complessità e della lunghezza del ciclo, ed anche per il suo costo.
In primo luogo, il trattamento criogenico non sostituisce il normale trattamento di tempra, ma è un trattamento supplementare che ha lo scopo di migliorare le caratteristiche del pezzo temprato. Questo inevitabilmente aumenta di molto il costo finale dell’ingranaggio e, nei casi normali, è difficile dimostrare l’effettiva convenienza di un simile trattamento.
Ma ci sono anche grandi limitazioni dimensionali perché un bagno di azoto liquido a -196°C non può essere molto grande; quindi allo stato attuale questo trattamento può essere applicato solo su ingranaggi speciali, di dimensioni contenute, in quantità limitate e che non hanno problemi di costo.
L'articolo Migliori prestazioni grazie al trattamento criogenico sembra essere il primo su Meccanica News.
Qual è la tua reazione?
 Mi piace
0
Mi piace
0
 Antipatico
0
Antipatico
0
 Lo amo
0
Lo amo
0
 Comico
0
Comico
0
 Wow
0
Wow
0
 Triste
0
Triste
0
 Furioso
0
Furioso
0
Redazione Eventi e News

















Commenti (0)