Dallan | Taglio laser parametrico a partire da coil: massima resa del materiale e zero programmazione

Tagliare pannelli di grandi dimensioni a partire da fogli singoli genera scarti significativi di materiale. Il contorno del pezzo da tagliare raramente coincide con la geometria del foglio standard, e questo lascia grandi sfridi inutilizzabili attorno a ogni sagoma. Oltre al tasso di scarto in sé, i produttori si trovano a sostenere il costo operativo dello stoccaggio, della movimentazione e del riposizionamento di scorte di lamiera di grandi dimensioni, con tutte le difficoltà logistiche e di sicurezza che ne derivano.
Il taglio laser parametrico da coil risolve entrambi i problemi alla radice: i pannelli vengono tagliati direttamente da una bobina metallica continua e il sistema svolge solo l’esatta quantità di materiale necessaria a ciascun pezzo. In Dallan stiamo perfezionando questo approccio dal 2014 con la nostra linea LXN. La nuova LXN III fa un ulteriore passo avanti: unisce ai vantaggi consolidati del taglio laser da coil un software di programmazione parametrica che elimina completamente il workflow CAD/CAM. Questo articolo spiega come funziona il sistema, perché riduce gli scarti a percentuali a una sola cifra, e come l’approccio basato sul Master Program parametrico rimuove la programmazione manuale dalla routine produttiva quotidiana.
Cos’è il taglio laser parametrico da coil?
Il taglio laser parametrico da coil è un processo di lavorazione della lamiera in cui un laser fibra taglia pannelli finiti (anche detti blank o sagome) direttamente da una bobina metallica continua, anziché da fogli pretagliati. La bobina viene svolta, fatta avanzare nell’area di taglio da rulli motorizzati, e mantenuta in posizione da un sistema di visione che compensa in tempo reale qualsiasi deviazione di avanzamento. La testa laser taglia il contorno del pezzo mentre la bobina continua ad avanzare in coordinazione con il percorso di taglio. Rispetto a una macchina di taglio laser a piano fisso tradizionale, una linea di taglio laser da coil elimina sia il passaggio a monte di svolgimento, spianatura e cesoiatura in fogli singoli, sia gli scarti dei contorni inutilizzati attorno a ciascun pezzo a valle.
Il problema del taglio dei pannelli da foglio
Tagliare pannelli a partire da fogli singoli ha un’inefficienza strutturale. Le acciaierie producono formati di lamiera ottimizzati per lo stoccaggio e la movimentazione, non per la geometria di un pezzo specifico. Quando si annida (nesting) un blank dentro uno di questi fogli, l’area inutilizzata tra i contorni diventa scarto puro. Nella maggior parte delle applicazioni di pannelli porta che abbiamo seguito, gli scarti superano il 20%. In alcuni casi, come per il nostro cliente Sukup, produttore americano di silos per cereali, gli scarti possono raggiungere il 60% sui pannelli più grandi.
C’è anche un costo indiretto. Le grandi scorte di fogli richiedono spazio di magazzino, movimentazione con muletti e infrastruttura di carriponte. Ogni foglio movimentato è un rischio per la sicurezza e una tassa sulla produttività. Quando le dimensioni dei pezzi cambiano frequentemente, il tempo speso per prendere, spostare e rimettere a magazzino il foglio giusto per il lavoro giusto diventa il vero collo di bottiglia.
Il sistema LXN III: lavorazione da coil con sistema di visione fino a 15 metri
Il Dallan LXN III è una linea di taglio laser parametrico da coil progettata per tagliare pezzi fino a 15 metri di lunghezza direttamente da bobina. La linea integra una testa di taglio laser fibra con un sistema di visione brevettato che traccia continuamente la posizione del coil e compensa in tempo reale qualsiasi disallineamento di avanzamento. È questo che permette alla LXN III di mantenere la precisione di taglio anche su pezzi molto lunghi, senza l’errore cumulativo che normalmente limita la lavorazione da coil.

Negli ambienti produttivi che utilizzano la LXN III, gli scarti scendono sotto il 9%, contro il 20% e oltre del taglio laser tradizionale a partire da foglio. Il miglioramento deriva da due fattori combinati: il sistema svolge solo l’esatta lunghezza di coil necessaria a ciascun pezzo, e il workflow di programmazione parametrica descritto più sotto elimina i compromessi di nesting tipici della lavorazione da foglio. Insieme, questi due elementi garantiscono una resa del materiale significativamente superiore a ogni turno di produzione.
La LXN III include anche un sistema di lubrificazione centralizzato automatico, aspirazione integrata direttamente sulla testa di taglio laser, e due telecamere di sorveglianza interne per il monitoraggio della produzione. Per una panoramica completa della configurazione macchina, è disponibile la pagina dedicata alla linea di taglio laser da coil di Dallan.
Programmazione parametrica: come funziona il Master Program
Programmare una macchina di taglio laser tradizionalmente richiede tre passaggi:
- Un operatore CAD genera il file DXF della geometria del pezzo.
- Un operatore CAM prepara il layout di nesting ed esporta un programma ISO per la macchina di taglio.
- Il programma viene inviato alla macchina e avviato.
Per produzioni ad alta varietà di pezzi, questo ciclo CAD/CAM diventa un collo di bottiglia. Ogni variante di pezzo richiede un nuovo round di lavoro CAD, nesting e generazione del codice, anche quando i pezzi condividono la stessa struttura parametrica.
Dallan ParametriX adotta un approccio diverso. Se i pezzi possono essere descritti da formule parametriche – e i pannelli porta sono un esempio tipico, in cui le dimensioni variano ma la geometria segue regole fisse – è possibile definire un singolo Master Program che cattura tutte le regole di produzione della famiglia di pezzi. Il Master Program viene creato una sola volta.
A questo punto, ParametriX legge da una standard tabella Excel, CSV o XML le seguenti informazioni:
- Nome del Master Program
- Parametri X1, X2, … che definiscono il pezzo specifico da produrre, più gli eventuali dati di marcatura
- Quantità da produrre
Da questo input, il software automaticamente:
- Genera il file DXF del pezzo
- Costruisce il layout di nesting
- Genera il programma di taglio per il laser
- Genera le istruzioni di scarico per il sistema di stacking a valle
Nessun intervento dell’operatore. Niente CAD, niente CAM, niente programmazione ISO. Gli ordini cartacei spariscono dal reparto, e l’intero workflow di programmazione della linea di taglio laser parametrico da coil diventa uno scambio di dati tra il sistema di pianificazione produzione e la macchina.
Dal foglio Excel al pallet finito: il workflow automatizzato
Il workflow completo con la LXN III e ParametriX funziona così. La pianificazione produzione esporta una lista di pezzi da produrre, con i relativi valori parametrici, in una tabella CSV o Excel. ParametriX legge la tabella e genera il programma di taglio, il layout di nesting e le istruzioni di scarico. La linea inizia a tagliare; i pezzi vengono estratti dalla sezione di coil tagliata dalla cella di pallettizzazione integrata, che riceve direttamente da ParametriX le coordinate dei pezzi e la posizione di stacking sul pallet.

In termini operativi: un singolo pianificatore di produzione può lanciare il lavoro alla linea di taglio laser direttamente da un foglio di calcolo. Il passaggio CAD/CAM scompare. La necessità di un programmatore macchina dedicato scompare. Il ciclo dall’ordine al pallet finito si svolge senza intervento umano tra input e output.
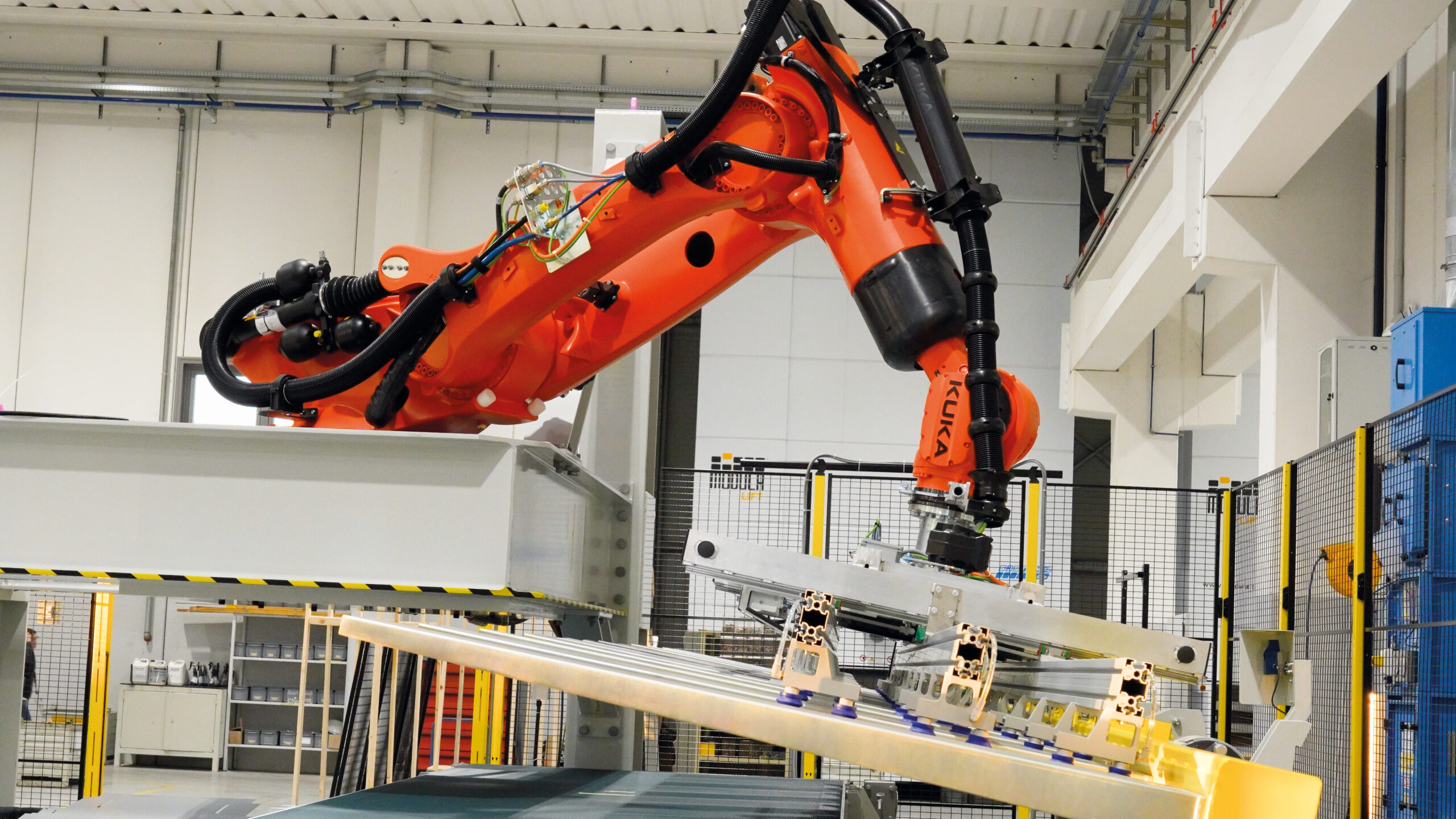
Oltre il taglio: pallettizzazione integrata e profilatura a valle
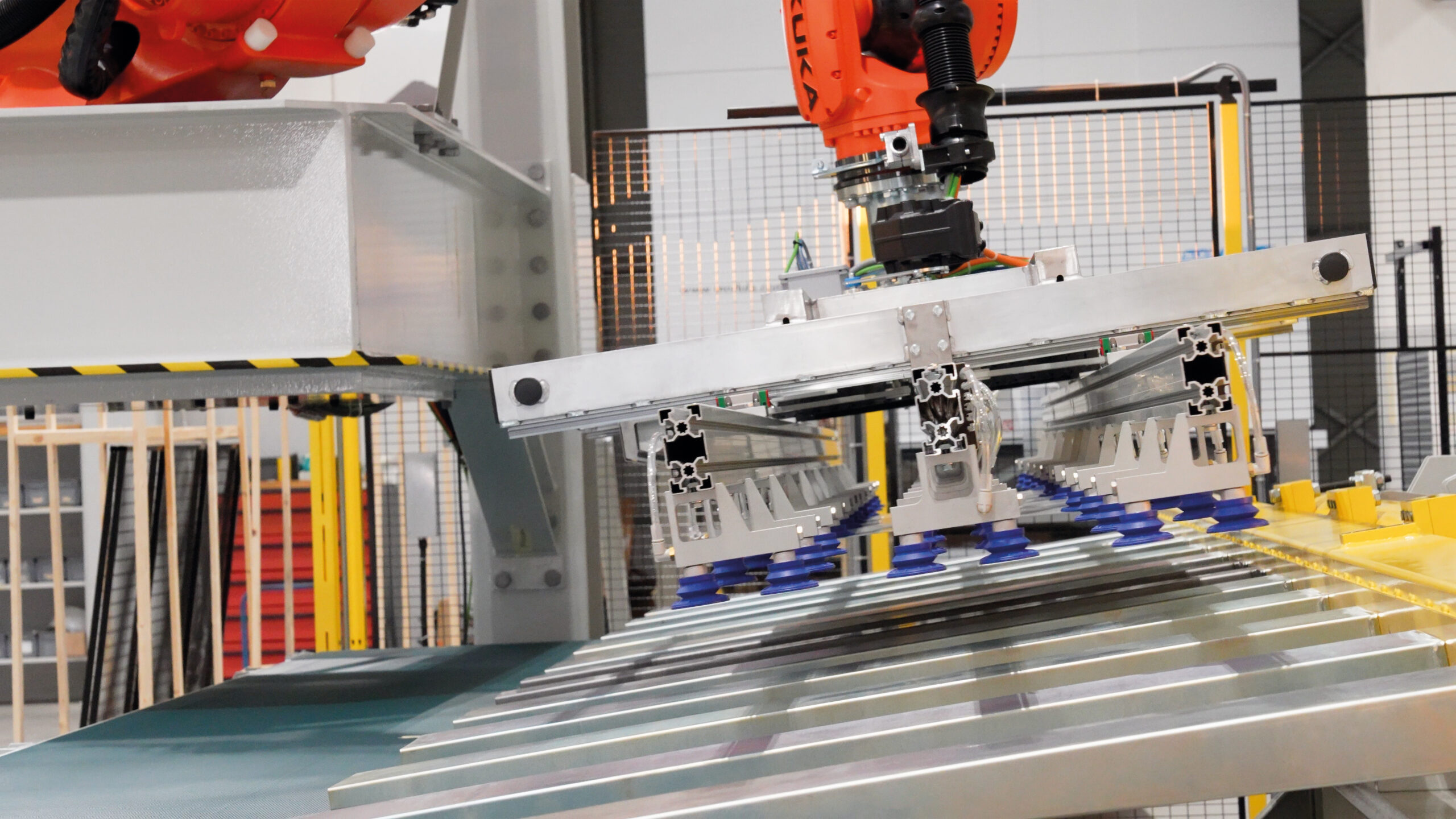
Il sistema di pallettizzazione integrato con la LXN III è esso stesso parametrico: la pinza adatta automaticamente la sua larghezza al pannello da prelevare, eliminando la necessità di cambi attrezzatura tra formati di pezzo diversi.
Per i materiali preverniciati, comuni nella produzione di pannelli, abbiamo aggiunto una funzione di ribaltamento automatico in modo che i pannelli siano immediatamente orientati per il successivo prelievo e l’invio alla stazione successiva, tipicamente una linea di profilatura Dallan che completa il profilo del pannello in una zona di lavoro separata. Il trasferimento dei pallet tra le celle può essere gestito con muletti o moduli AGV, a seconda del layout e delle distanze coinvolte.
La cella di pallettizzazione, la linea di taglio laser e la linea di profilatura comunicano tutte attraverso ParametriX, il che significa che un singolo ordine di produzione si propaga lungo l’intero processo senza re-immissioni manuali. Per la produzione ad alta varietà di pannelli porta, o per qualsiasi applicazione di pannelli in cui le dimensioni dei pezzi seguono regole parametriche, questa è la configurazione più vicina alla produzione completamente non presidiata che abbiamo visto.
Vuoi parlarne con noi?
Vuoi ridurre gli scarti di materiale, semplificare la tua produzione di lamiera ed eliminare la programmazione laser dal carico di lavoro dei tuoi operatori? La LXN III con ParametriX è costruita esattamente per questo. Per vedere l’intera linea di taglio laser parametrico da coil in azione, guarda il video qui sotto o mettiti in contatto con noi.
Email: info@dallan.com Oppure usa il nostro Form Request.
L'articolo Dallan | Taglio laser parametrico a partire da coil: massima resa del materiale e zero programmazione sembra essere il primo su Meccanica News.
Qual è la tua reazione?
 Mi piace
0
Mi piace
0
 Antipatico
0
Antipatico
0
 Lo amo
0
Lo amo
0
 Comico
0
Comico
0
 Wow
0
Wow
0
 Triste
0
Triste
0
 Furioso
0
Furioso
0
Redazione Eventi e News

















Commenti (0)