Mitigazione del rumore degli ingranaggi nei trattori agricoli


Questo studio esplora in modo onnicomprensivo un possibile approccio per mitigare il rumore (whine) degli ingranaggi in applicazioni quali i trattori attraverso l’impiego di simulazione e successiva validazione sperimentale.
Introduzione
Durante i test sul campo della trasmissione per trattori è stata segnalata la presenza di rumore negli ingranaggi (durante una lavorazione di aratura). È stata dunque effettuata un’analisi dei dati di prova per individuare le fonti specifiche del rumore nell’intervallo di giri del motore e nella marcia inserita. Le registrazioni audio riportate dagli ingegneri addetti ai test sul campo hanno rivelato che questo rumore era di natura tonale e l’OENL è stato ritenuto inaccettabile per cui si è messo assieme un team per lavorare alla risoluzione del problema. L’obiettivo era quello di ridurre il rumore a un livello accettabile. Il team multidisciplinare includeva membri dei team di progettazione della trasmissione, verifica virtuale, test al banco dei componenti, test sul campo, test NVH, prototipazione e qualità di produzione.
Revisione della letteratura
In uno studio di Liu et al. [1], è stato studiato l’impatto del profilo e dei fattori di ricoprimento delle superfici sulla rigidezza dell’ingranamento e sul rumore emesso dagli ingranaggi elicoidali. La ricerca ha evidenziato come, sebbene il fattore di ricoprimento totale non debba essere un numero intero, un suo valore prossimo a un numero intero possa contribuire a ridurre al minimo il rumore. Questo studio ha fornito preziose informazioni sui fattori di ricopriemento target, allontanandosi dall’approccio convenzionale “Melius abundare quam deficere”.
Munro e Houser [2] hanno delineato diverse fonti alla base del rumore degli ingranaggi, tra cui l’errore di trasmissione, variazioni di rigidezza dell’ingranaggio, inversione assiale, attrito e pompaggio di olio o aria. Le analisi post-test hanno escluso l’attrito sui fianchi ed il pompaggio di aria come fattori determinanti, mentre l’assenza di tracce di olio bruciato ha eliminato anche il pompaggio di olio come parametro di interesse. Lo studio approfondisce i fattori rimanenti più avanti in questo articolo.
Lahoti, Patil e Wagner [3] hanno sottolineato i vantaggi della riduzione dell’errore di trasmissione e del miglioramento dei modelli di contatto per ridurre il rumore di whine degli ingranaggi. Dal loro lavoro e emersa una forte correlazione tra la riduzione dell’errore di trasmissione e la minimizzazione del rumore, sottolineando l’importanza di analizzare questi aspetti nell’intero spettro di carico dell’applicazione.
Nel loro lavoro, Smith et al. [5][6] hanno affrontato la necessità e le considerazioni progettuali relative alle soglie di scarico, distinguendo tra soglie di scarico “corte” e “lunghe” e le rispettive applicazioni.
Questa ricerca integra le intuizioni di questi studi e le applica ad un problema di rumore di una trasmissione reale. Il documento include anche prove di produzione per validare le ipotesi formulate in fase di progettazione e simulazione, seguite da test e validazione fisica della soluzione proposta.
Schema e nomenclatura della trasmissione a ingranaggi
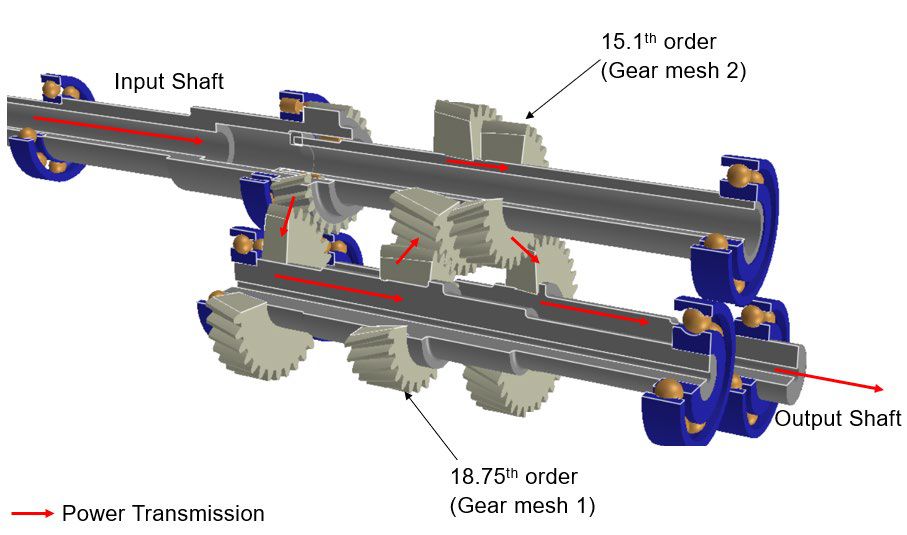
Parte della disposizione degli ingranaggi del sistema utilizzato in questo studio è mostrata in figura 1. Gli ingranaggi trasmettono la coppia attraverso con rapporti di trasmissione differenti a seconda della posizione della leva del cambio e, quindi, della marcia ingranata. Gli ingranaggi di interesse sono l’ingranaggio 1 [ordine 18,75 dell’albero di ingresso] e l’ingranaggio 2 [ordine 15,1 dell’albero di ingresso]. Le frecce rosse indicano la direzione della coppia che fluisce attraverso questo sistema di ingranaggi multiasse.
Metodologia
Test del rumore e analisi degli ordini per l’identificazione della sorgente
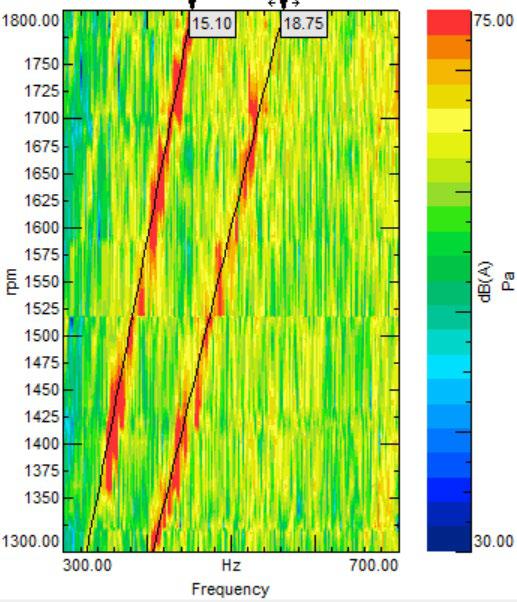
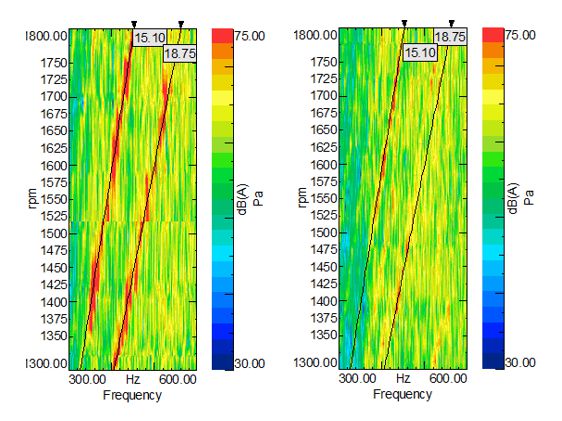
I dati sul rumore vengono registrati utilizzando un set di cuffie binaurali. Sono stati eseguiti diversi set di acquisizione dati corrispondenti a regimi costanti in modo da coprire tutto il regime operativo del motore (dal minimo al massimo regime del motore). È stata considerata una frequenza di campionamento di 44 kHz. Per l’analisi dei dati acquisiti duranti i test, viene applicata una risoluzione di frequenza pari a 1 Hz con ponderazione A. Sulla base dell’analisi, sono stati identificati ordini ad elevata ampiezza, come mostrato in figura 2. Sopprimendo tali ordini in sequenza/combinazione e ascoltando il suono, è stato possibile confermare come gli ordini dominanti fossero il 15.1° e il 18.75°.
Il rumore era specifico della combinazione di marcia e regime del motore. Nelle condizioni in cui si percepiva più rumore, la coppia era trasmessa alle ruote tramite ingranaggi conici a spirale collegati all’assale posteriore tramite un riduttore epicicloidale. In base al numero di denti ed al flusso di potenza, sono stati calcolati gli ordini per diverse combinazioni di innesti. Si è scoperto che i due ordini identificati, ovvero il 18.75° ed il 15.1°, corrispondevano alle frequenze di ingranamento.
Parametri geometrici degli ingranaggi e analisi virtuale
Miglioramenti della macrogeometria degli ingranaggi
Per aumentare il fattore di ricoprimento del profilo in ogni accoppiamento, i moduli sono stati ridotti mentre i diametri di testa aumentati marginalmente. Per evitare il contatto tra la testa e il fondo dell’ingranaggio, si è innanzitutto eseguito un calcolo teorico per determinare i giochi necessari. Oltre a questi calcoli manuali, è anche stato utilizzato un software di simulazione avanzato per analizzare i potenziali contatti tra la testa e il fondo. Questa analisi ha considerato fattori quali l’aumento del diametro di testa, i disallineamenti e la flessione dei denti sotto carico. La macrogeometria ottimizzata prevedeva anche l’aumento della larghezza di fascia e dell’angolo d’elica per ottenere un rapporto di contatto minimo pari a 1. Queste modifiche progettuali hanno contribuito ad aumentare il ricoprimento totale ad oltre 2,5 per gli ingranaggi elicoidali in esame. Un riepilogo di queste modifiche è fornito in tabella 1. Queste modifiche alla macrogeometria erano in linea con lo studio di Liu et al. [1] menzionato in precedenza.
| Parametri degli ingranaggi | Progetto di base (Mesh 1) | Progetto di base (Mesh 2) | Nuovo progetto (Mesh 1) | Nuovo progetto (Mesh 2) |
| Modulo (mm) | 2.95 | 3.0 | 2.9 | 2.9 |
| Angolo di pressione (°) | 20 | 20 | 20 | 20 |
| Angolo d’elica (°) | 18 | 16 | 20 | 24 |
| Larghezza di fascia (mm) | 20 | 18 | 29 | 23 |
| Fattore di ricoprimento del profilo | 1.44 | 1.49 | 1.53 | 1.51 |
| Rapporto di contatto | 0.67 | 0.53 | 1.08 | 1.03 |
| Fattore di ricoprimento totale | 2.11 | 2.02 | 2.61 | 2.54 |
| Rigidezza dell’ingranamento (N/mm) | 3.2244e5 | 3.3362e5 | 4.6551e5 | 3.7744e5 |
Tabella 1 – Parametri della macrogeometria degli ingranaggi
Miglioramenti della microgeometria degli ingranaggi
Per calibrare il modello di simulazione, è stato condotto un test degli ingranaggi su un banco prova. La coppia attraverso l’ingranamento degli ingranaggi è stata impostata in modo da essere la stessa dell’applicazione reale. I valori di coppia effettivi nelle applicazioni sul campo sono stati ottenuti sensorizzando gli alberi di trasmissione con estensimetri e facendo funzionare il trattore nelle condizioni tipiche delle lavorazioni agricole. Questo test ha avuto due scopi: calibrare il modello di simulazione e comprendere i problemi di contatto in uno dei due ingranaggi. I risultati hanno messo in evidenza la necessità di correggere la bombatura assiale per ottenere un contatto centrato entro l’intervallo di carico dell’applicazione. Questa intuizione ha guidato le regolazioni finali della microgeometria lungo la direzione assiale per l’ingranamento di ordine 18,75 (ingranamento 1).
I valori della bombatura assiale sono stati mantenuti al minimo per aumentare i fattori di ricoprimento effettivi delle superfici, garantendo al contempo l’assenza di carico sugli spigoli, come rivelato dagli studi sul modello di contatto condotti attraverso il software di simulazione.
È diventato evidente come l’ingranamento 1, con il suo modello di contatto sfalsato, richiedesse una correzione della bombatura assiale. Durante lo sviluppo di queste correzioni, si è scoperto, attraverso simulazioni, che la necessità di una tale correzione poteva essere ridotta invertendo la direzione dell’elica che permetteva di compensare, in parte, le deflessioni del sistema. Dopo aver valutato l’impatto sulla durata calcolata del cuscinetto, il team ha optato per modificare la direzione dell’elica in combinazione con i miglioramenti alla progettazione degli ingranaggi precedentemente menzionati.
Come indicato nella revisione della letteratura [5][6], si è compreso come, nella progettazione per condizioni di pieno carico, le modifiche lunghe di profilo offrono una riduzione del PPTE superiore rispetto a quelle corte. Le simulazioni parametriche hanno inoltre dimostrato come le modifiche lunghe producano risultati PPTE inferiori aventi anche una minore sensibilità alle tolleranze microgeometriche di passo e profilo. Di conseguenza, gli angoli di inizio delle modifiche di testa sono stati ridotti, parallelamente a un aumento dei loro valori, in modo da minimizzare il PPTE. I risultati delle simulazioni in termini di progettazione di macro e micro ingranaggi sono presentati nella sezione “Verifica”.
Considerazioni sui parametri di produzione e analisi virtuale
La scelta del processo di produzione può essere influenzata anche dai risultati delle simulazioni e dai limiti dei metodi di finitura tradizionali. Le simulazioni software hanno rivelato come la tolleranza dell’inizio della spoglia di testa abbia un impatto significativo sui valori PPTE. Precedenti progetti di ingranaggi di dimensioni simili hanno indicato come, anche con un trattamento termico controllato e un ciclo di distensione aggiuntivo, la rasatura potesse raggiungere tolleranze dell’angolo solo di ±1,5°. I dati di simulazione hanno indicato come ciò avrebbe portato a un notevole aumento dei valori PPTE. Ulteriori tentativi di affrontare questo problema sono discussi nell’articolo “Lezioni apprese da prove precedenti” più avanti in questo articolo. È diventato evidente come la rasatura degli ingranaggi non sia una soluzione praticabile per ridurre queste eccitazioni. Gli ingranaggi originariamente prodotti con grado DIN 9 (mediante rasatura) sono stati portati al grado DIN 7 (mediante rettifica) optando per la rettifica dura come processo di finitura. È importante notare come tutti gli ingranaggi siano stati sottoposti a trattamento termico di cementazione. Fin dai primi tentativi di rettifica dei fianchi degli ingranaggi era visibile uno spigolo vivo nella transizione tra le zone ad evolvente puri e di scarico di testa. Questo spigolo vivo era il risultato di elevati valori dell’angolo della modifica assieme al metodo di rettifica con scarico di punta lineare, che causava una transizione improvvisa dall’evolvente puro. Questo spigolo vivo avrebbe potuto potenzialmente essere la fonte dell’eccitazione sotto carico, creando così rumore. Per mitigare questo problema, si sono ritenute necessarie transizioni più dolci, richiedendo l’implementazione di scarichi di testa non lineari ma parabolici e raggi di raccordo di transizione anziché una rettifica dei denti con scarico di testa lineare. Le simulazioni hanno dimostrato valori PPTE superiori con scarichi di testa parabolici rispetto a scarichi di punta lineari per ogni accoppiamento di ingranaggi.
È noto come, indipendentemente dalla fedeltà del modello di analisi virtuale, rimane difficile includere tutti i parametri e i comportamenti a livello di sistema e di assemblaggio nelle simulazioni software. In risposta a queste incognite, è stato raccomandato al fornitore del servizio di rettifica del profilo del dente di produrre diversi campioni all’interno della banda di tolleranza microgeometrica proposta. Questo approccio consente l’osservazione fisica dei miglioramenti del rumore derivanti da diversi valori del profilo (fhα), scarico di testa e bombatura.
I tre profili (figura 5), denominati profili Nominale, Minimo e Massimo, illustrano le prove di rettifica descritte in precedenza. Utilizzando una rettificatrice a fianco singolo, sono stati realizzati diversi profili in modo da simulare gli effetti delle variazioni di produzione tipiche dei grandi lotti e per identificare i profili che producevano risultati migliori in termini di rumore. Sono stati preparati grafici di passo insieme a questi profili, dove “Nominale”, “Min” e “Max” indicavano le modifiche di passo target, minimo e massimo in base alla microgeometria del progetto proposto. Istruzioni specifiche per fornire uno scarico parabolico di 2° grado alla punta e una transizione più fluida includevano la specifica dei profili previsti sul grafico K, come in figura 5b.
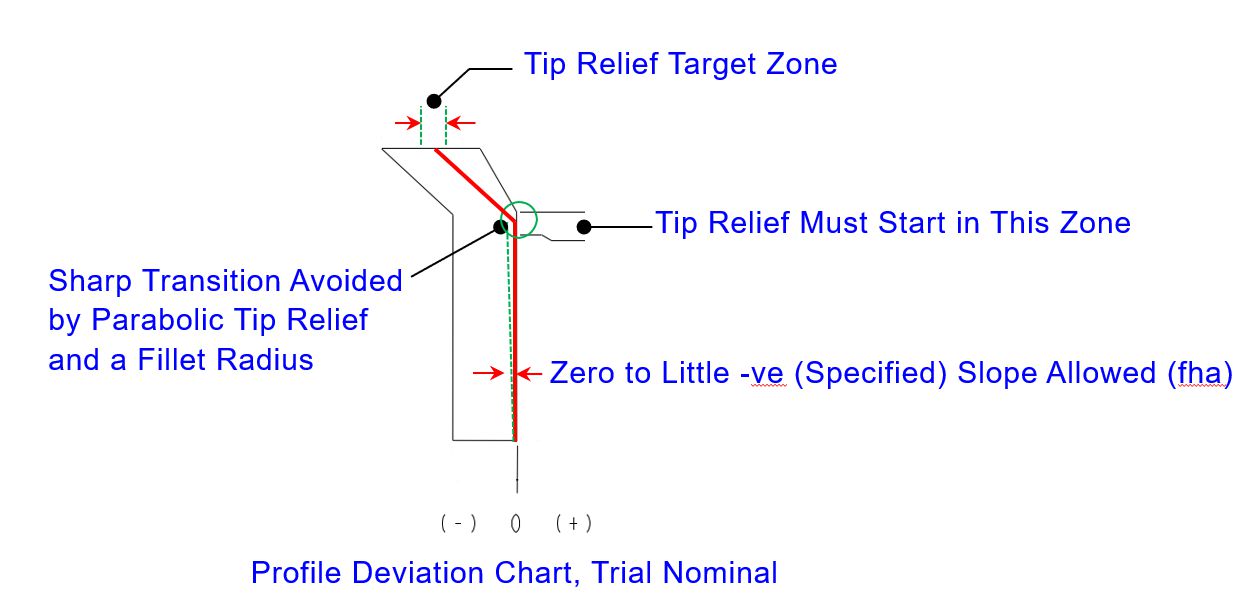
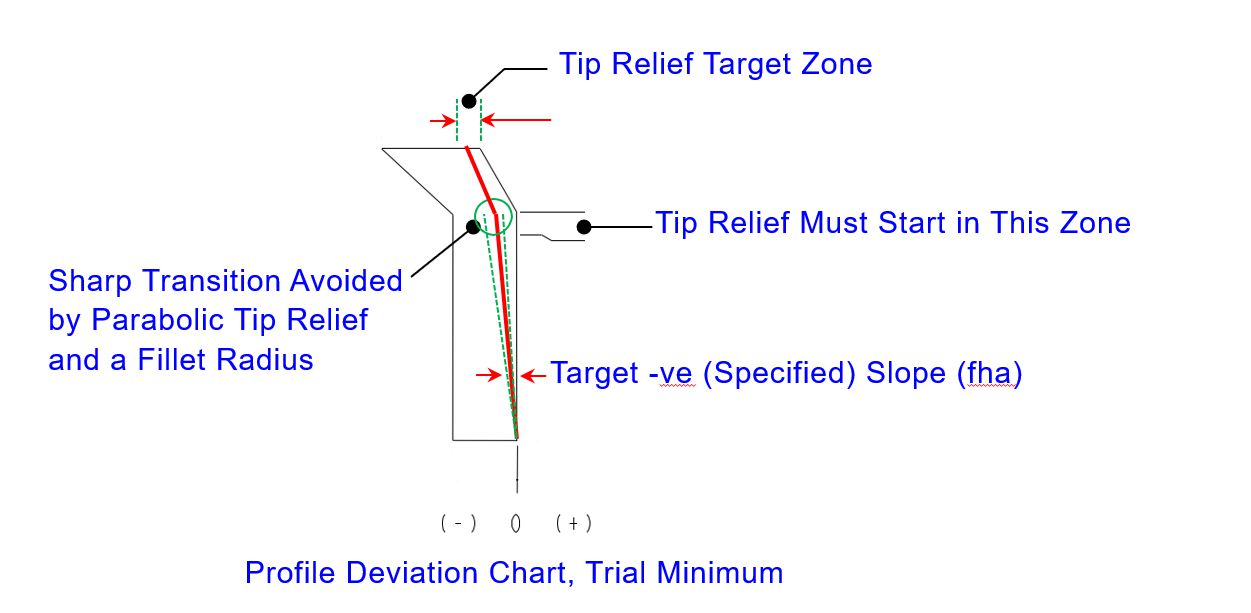
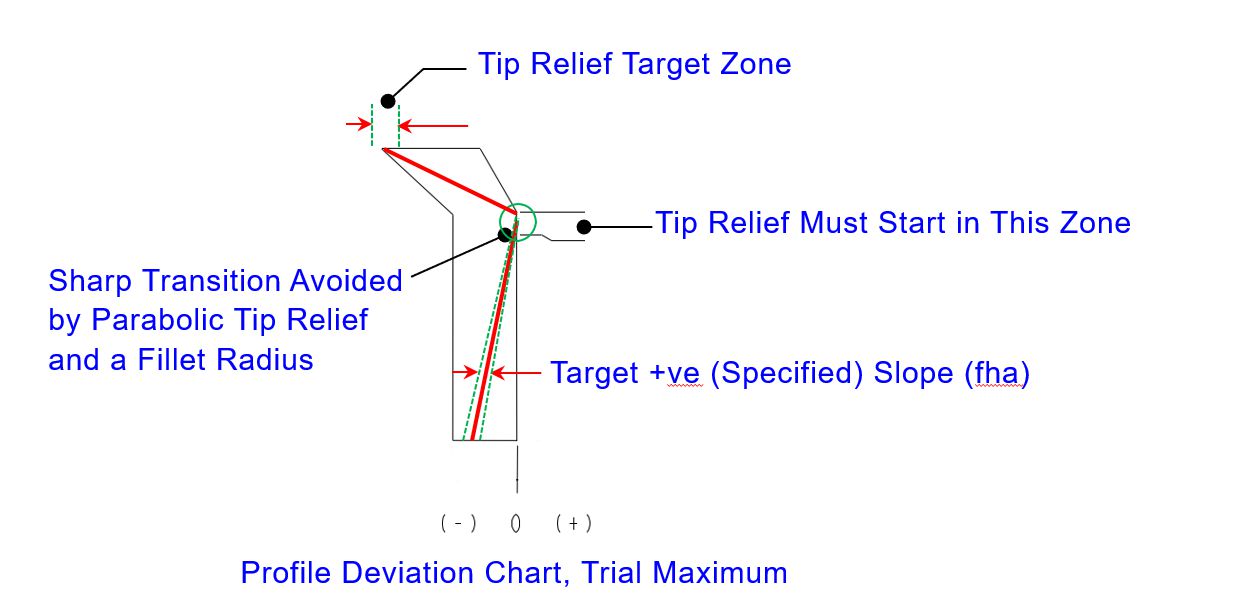
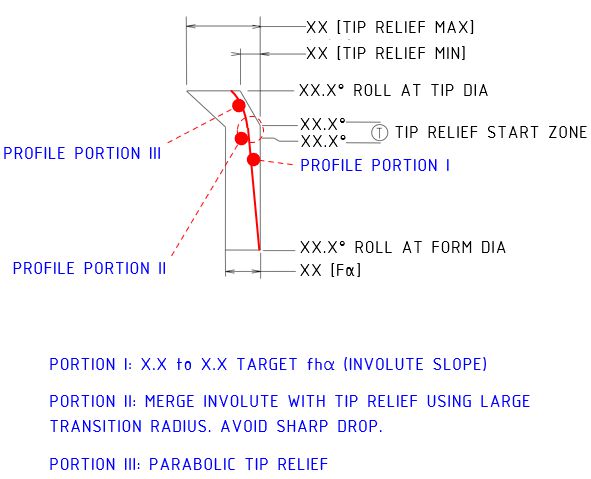
Figura 5b. Specifica dei profili previsti sul grafico K
Sono stati prodotti diversi campioni di ciascuna combinazione di progetto (nominale, minimo e massimo) per l’uso in applicazioni di trasmissione durante test sul campo e in laboratorio, segnando un significativo progresso nella fase di sviluppo e collaudo della soluzione. Si è scoperto che l’introduzione intenzionale di una pendenza negativa limitata ha contribuito a migliorare i livelli di rumore, portando all’integrazione di queste modifiche fhα nel progetto.
Verifica
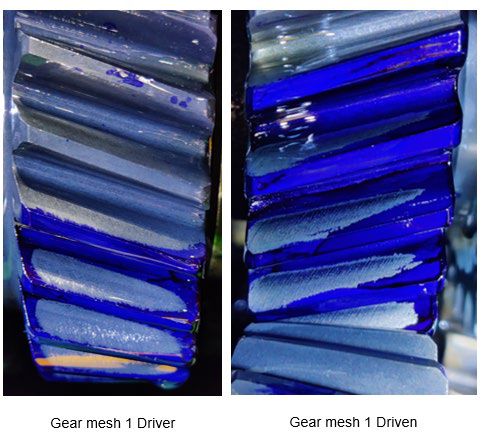
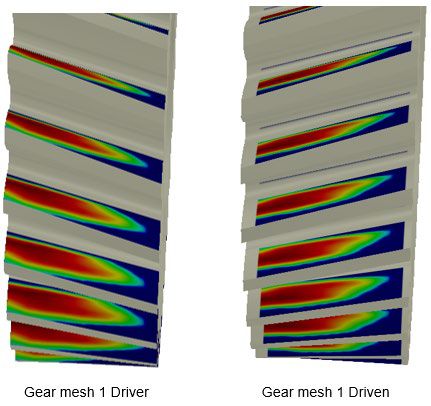
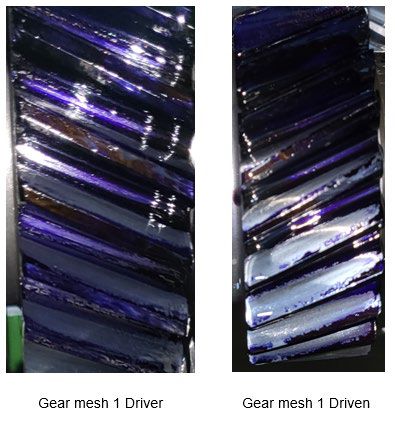
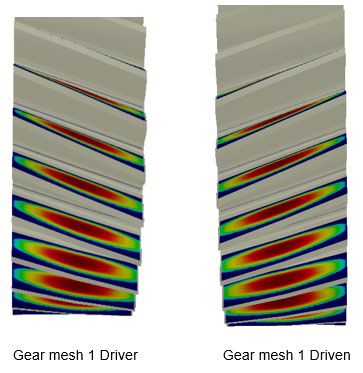
La validazione del modello di contatto viene eseguita per verificare che gli ingranaggi siano prodotti in base al profilo e ai parametri di passo desiderati. I modelli di contatto fisici risultano ben allineati con il modello di contatto simulato (figura 6a e 6b).
L’errore di trasmissione, che è una delle principali cause di rumore degli ingranaggi, ha mostrato un miglioramento significativo grazie all’ottimizzazione della macro e della microgeometria degli ingranaggi elencati nella figura 8.
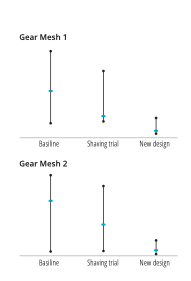
I PPTE in questa ricerca sono rappresentati nei grafici seguenti: i marcatori blu rappresentano il PPTE ai valori nominali di progetto, mentre i marcatori neri rappresentano i risultati PPTE minimi e massimi dello studio di tolleranza nel modello di simulazione virtuale.
Con la modifica proposta, vengono eseguiti test sul campo per verificarne la risposta. Mantenendo invariata la metodologia di prova e la strumentazione, stati registrati e analizzati i dati relativi al rumore sono. Con la modifica proposta, si è ottenuta una significativa riduzione del livello di rumore rispetto al progetto di base, come mostrato in figura 8. Inoltre, sono stati effettuati test di valutazione soggettiva per confermare il risultato, ovvero la riduzione del rumore. Dopo aver verificato il risultato di tutte queste prove e aver raggiunto gli obiettivi prefissati in termini di riduzione del rumore, la modifica di progetto consigliata è stata implementata. Ciò ha comportato un maggiore comfort per il cliente.
Insegnamenti appresi dalle prove precedenti
1. L’eccentricità degli ingranaggi (Fr) è stato un parametro chiave durante le prove iniziali. È comunemente noto come l’eccentricità degli ingranaggi possa talvolta causare rumorosità anomala. Ingranaggi con un’eccentricità ridotta, selezionati dai lotti di produzione ispezionando ogni ingranaggio per verificarne l’eccentricità, sono stati testati sul campo. Nonostante una considerevole riduzione del rumore di fondo del riduttore, le frequenze di accoppiamento degli ingranaggi identificate come responsabili del problema non hanno mostrato miglioramenti misurabili o percettibili nei livelli di rumore.
2. Il progetto iniziale è stato realizzato utilizzando, come operazione di finitura, la rasatura. Il primo tentativo di ridurre il rumore è stato effettuato optando per la rasatura anziché la rettifica come processo di finitura degli ingranaggi. Questa prova si è concentrata sull’ottimizzazione della microgeometria degli ingranaggi, senza miglioramenti della macrogeometria, realizzati tramite dentatura e rifiniti tramite operazione di rasatura. Tuttavia, le ispezioni degli ingranaggi prodotti hanno rivelato un controllo limitato sui parametri di microgeometria come l’inizio della spoglia di testa, la forma della spoglia di testa, fhα e la bombatura assiale. L’analisi delle topografie dei fianchi degli ingranaggi misurate nel modello di simulazione non ha mostrato alcun miglioramento nel PPTE. Questa mancanza di miglioramento è stata confermata durante le prove sul campo, sottolineando come la rasatura, a causa delle sue caratteristiche intrinseche di processo, non risulti adatta come operazione di finitura per ingranaggi sensibili al rumore. 3. Il passaggio dalla rasatura alla rettifica aveva lo scopo di migliorare la precisione della produzione, ottenere un migliore controllo sui parametri microgeometrici e una struttura/rugosità superficiale più fine. Sebbene il passaggio dalla rasatura alla rettifica abbia migliorato il PPTE dell’ingranaggio nei risultati della simulazione, si è verificata un’eccitazione imprevista dovuta alla transizione non graduale dall’evolvente puro alla superficie di scarico di punta dell’ingranaggio. Questa brusca transizione del profilo ha causato la formazione di un bordo visibile sui fianchi dell’ingranaggio rettificato, con conseguenti prestazioni pessime in termini di rumorosità. È fondamentale studiare e attenuare questa transizione incorporando uno scarico di testa curvo e un raggio di raccordo significativo all’inizio dello scarico stesso.
Questa regolazione può essere implementata nelle impostazioni della macchina durante la rettifica a fianco singolo o affrontata nella progettazione di un nuovo ravvivatore per il processo di rettifica generativa.
4. La finitura superficiale del fianco dell’ingranaggio è stata studiata separatamente come ulteriore parametro che potrebbe portare ad un miglioramento della rumorosità dell’ingranaggio. Durante le prove, sono stati osservati lievi miglioramenti soggettivi nei livelli di rumorosità; non sono stati però ottenuti dati misurabili a supporto di queste affermazioni sul miglioramento della rumorosità. Si è concluso che, per determinate applicazioni e vincoli di progettazione, la sola finitura superficiale probabilmente non sia una soluzione adatta al rumore di whine degli ingranaggi.
Conclusione
La revisione della letteratura indica una forte correlazione tra i fattori di ricoprimento degli ingranaggi e l’errore di trasmissione, nonché il rumore di whine degli ingranaggi. I risultati della ricerca sono coerenti con i precedenti lavori di Liu et al. [1], che spiegano come un fattore di ricoprimento prossimo a un numero intero sia significativamente associato alla riduzione del rumore.
Come evidenziato da Smith [5], le modifiche di testa lunghe offrono maggiori vantaggi nelle applicazioni a pieno carico. Dato che l’aratura rappresenta uno scenario a pieno carico per il trattore in esame, i risultati dello studio sono in linea con le intuizioni di Smith.
Le prove di produzione portano alla conclusione che, per una specifica disposizione degli ingranaggi, le pendenze negative del profilo (fhα) presentano caratteristiche di rumorosità superiori rispetto alle pendenze positive del profilo. L’incorporazione intenzionale di tali pendenze nelle microgeometrie degli ingranaggi può contribuire a ridurre il PPTE e, potenzialmente, a diminuire i livelli di rumore.
Inoltre, lo studio dimostra l’importanza di ottenere transizioni più fluide all’inizio degli scarichi di testa, oltre a sostenere l’adozione di scarichi di testa parabolici rispetto ai tradizionali scarichi di testa lineari. L’esecuzione di test di ingranamento su un banco prova si rivela fondamentale per calibrare efficacemente i modelli di simulazione virtuale. È fondamentale determinare con precisione le coppie trasmesse attraverso il sistema di trasmissione, sia tramite strumentazione che tramite acquisizione dati durante il funzionamento del veicolo.
Ringraziamenti
Gli autori desiderano ringraziare per la guida e il contributo numerosi colleghi di John Deere, senza i quali questi sforzi non sarebbero stati possibili. Tra questi, il Sig. Satish Wagh, il Sig. Pravin Jadhav e il Sig. Joy Fernandis del gruppo di progettazione della trasmissione, il Sig. Nilesh Patil e il Sig. Rahul Patil del gruppo di verifica virtuale. Desideriamo inoltre ringraziare per il supporto il Sig. Pratap Jadhav e il Sig. Amol Pimpale del gruppo di verifica fisica. Gli autori sono inoltre profondamente grati per il solido supporto del management durante tutto il progetto e per l’impegno profuso nel mettere a disposizione le risorse necessarie per applicare con successo queste tecnologie.
Articolo presentato per la prima volta all’AGMA Fall Technical Meeting (FTM) 2024, Chicago, IL. Stampato con il permesso dell’autore/degli autori. Le dichiarazioni presentate in questo documento sono quelle dell’autore/degli autori e potrebbero non rappresentare la posizione o l’opinione dell’American Gear Manufacturers Association.
L'articolo Mitigazione del rumore degli ingranaggi nei trattori agricoli sembra essere il primo su Meccanica News.
Qual è la tua reazione?
 Mi piace
0
Mi piace
0
 Antipatico
0
Antipatico
0
 Lo amo
0
Lo amo
0
 Comico
0
Comico
0
 Wow
0
Wow
0
 Triste
0
Triste
0
 Furioso
0
Furioso
0
Redazione Eventi e News

















Commenti (0)