











































































































































































































Allargatori per fori cilindrici


Una delle operazioni più diffuse nelle officine meccaniche è sicuramente l’esecuzione dei fori che sono necessari per le più disparate esigenze: fori pre-filettatura, sedi di perni di riferimento, fori di passaggio di viti o di steli cilindrici. La lavorazione dei fori richiede varie fasi, a seconda delle precisioni richieste.
Esecuzione dei fori
I fori eseguiti con la punta elicoidale presentano caratteristiche mediocri di finitura e non sono perciò idonei ad essere utilizzati per accoppiamenti.
Per ottenere fori finiti accuratamente, quali si richiedono comunemente nelle lavorazioni di serie di precisione, è necessario sgrossare il foro a un diametro sensibilmente inferiore di quello voluto e ottenere la quota definitiva attraverso successive operazioni: l’allargatura e l’alesatura (detta anche lisciatura).
La prima operazione viene eseguita con utensili detti allargatori, mentre la seconda viene eseguita con gli alesatori (detti talvolta lisciatoi). Lo scopo dell’allargatura è quello di correggere eventuali errori di assialità e di ovalità del foro lasciando per la successiva operazione un soprametallo minimo ed uniforme.
Esiste tuttavia un gran numero di fori in cui è sufficiente la finitura con l’allargatore, basti pensare per esempio ai fori che devono essere successivamente filettati, o a quelli che servono per riferimenti di media precisione.
La finitura con gli alesatori invece è necessaria dove il foro deve essere molto preciso, per esempio nella finitura delle guide valvole, oppure nei fori che servono come sedi di spine di riferimento di precisione, ma la casistica sarebbe molto ampia. Gli allargatori quindi possono avere tolleranza di costruzione più ampie di quelle normalmente prescritte per gli alesatori.
La finitura dei fori potrà essere eseguita con altri sistemi, quali per esempio con la brocciatura e l’alesatura vera e propria con utensili monotaglienti. L’uso degli alesatori permette la finitura di fori su pezzi comunque grandi e ingombranti, e su fori ciechi, cosa questa non possibile con la brocciatura. Inoltre, sui moderni complessi a “transfert” la finitura viene eseguita durante la stessa passata della foratura dal pieno e dell’allargatura, accoppiando sotto la stessa testa porta mandrini un pezzo grezzo ed un pezzo semilavorato pronto per la finitura.
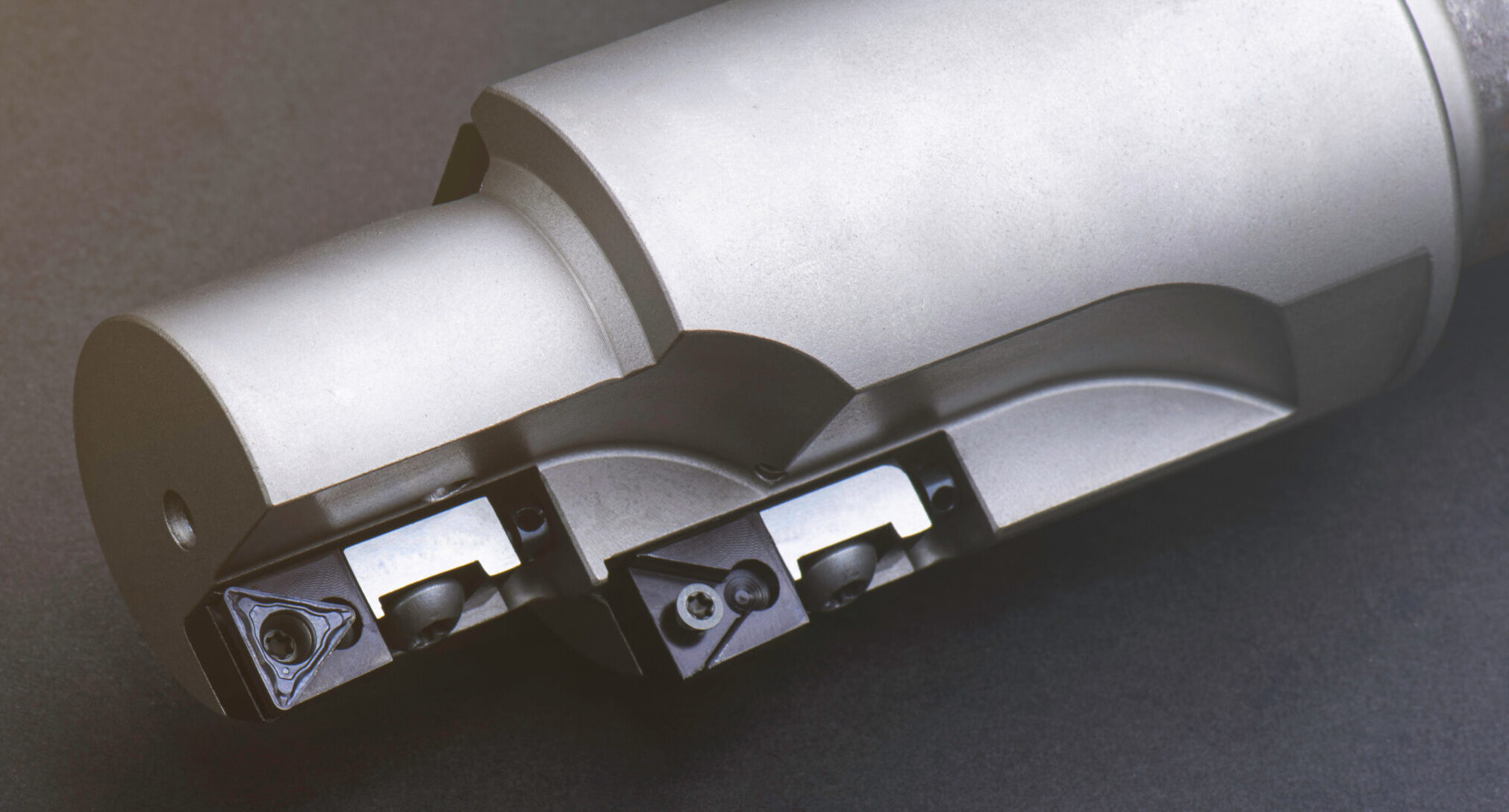
Bisogna precisare subito che negli ultimi anni c’è stato un enorme sviluppo degli utensili con inserto in metallo duro staffato meccanicamente. Questo sviluppo ha coinvolto anche il settore degli allargatori e degli alesatori, non solo, ma si è assistito ad una progressiva riduzione dei diametri minimi eseguibili, grazie soprattutto all’affinamento delle tecniche di sinterizzazione e all’esecuzione dei porta inserti con moderni centri di lavoro a Controllo Numerico.
Esaminiamo ora in dettaglio le caratteristiche degli allargatori “classici” in acciaio rapido o a placchette saldate.
Allargatori
Questa categoria di utensili viene spesso erroneamente classificata o fra le punte elicoidali o fra le frese: è perciò necessario definirla in modo esatto.
“L’allargatore è un utensile rotante che lavora su un foro preesistente (a differenza delle punte elicoidali che forano dal pieno), che asporta un soprametallo relativamente forte (a differenza egli alesatori) e che è dotato di semplice avanzamento assiale (a differenza della fresa)”.
Nella categoria degli allargatori sono compresi gli utensili più vari, appunto per la generalità della sua definizione.
L’allargatore è destinato ad agire su un foro cilindrico per allargarlo o per creare sedi di forma particolare; ad esempio, sedi cilindriche a più diametri, sedi coniche o sagomate.
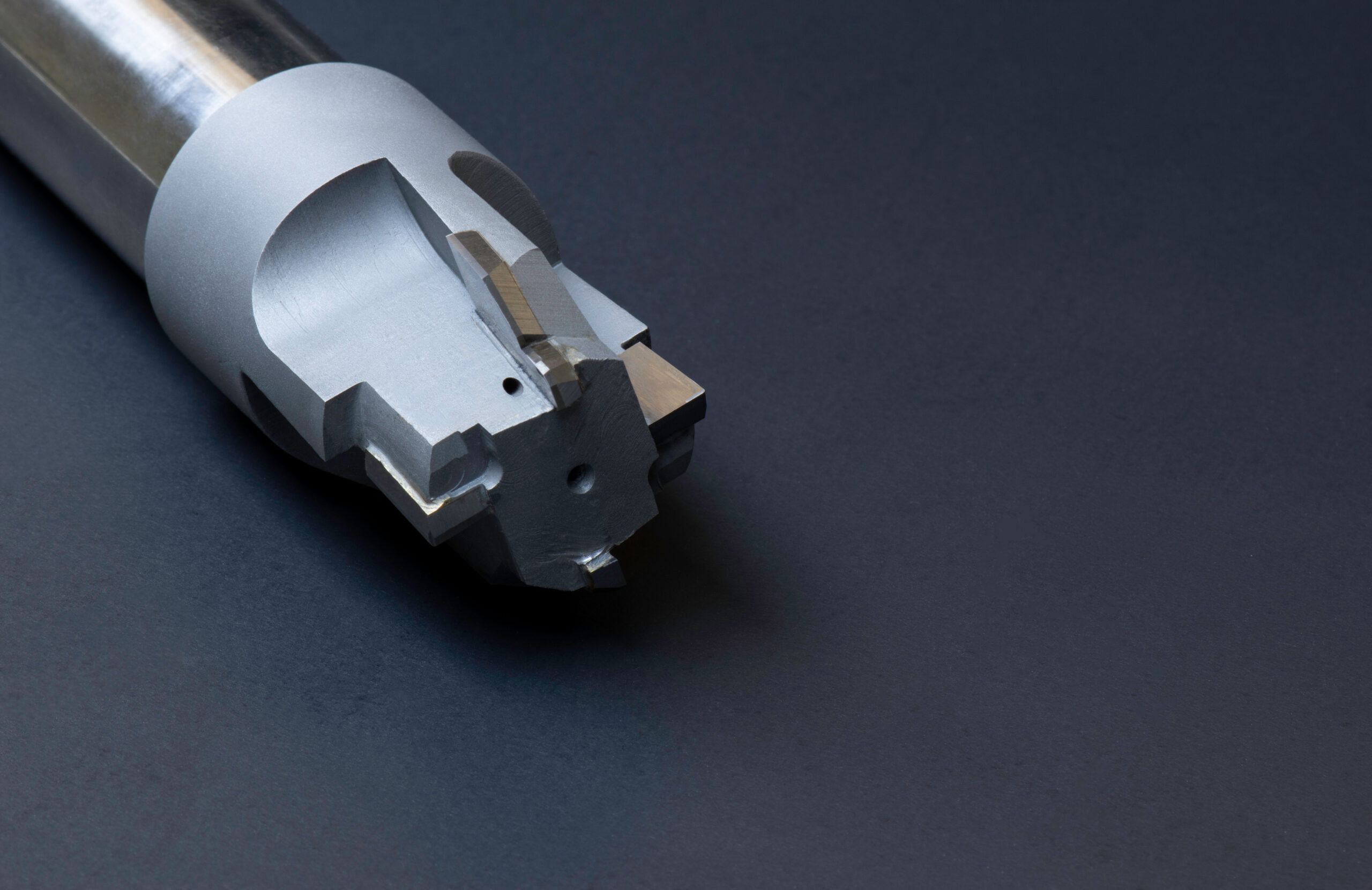
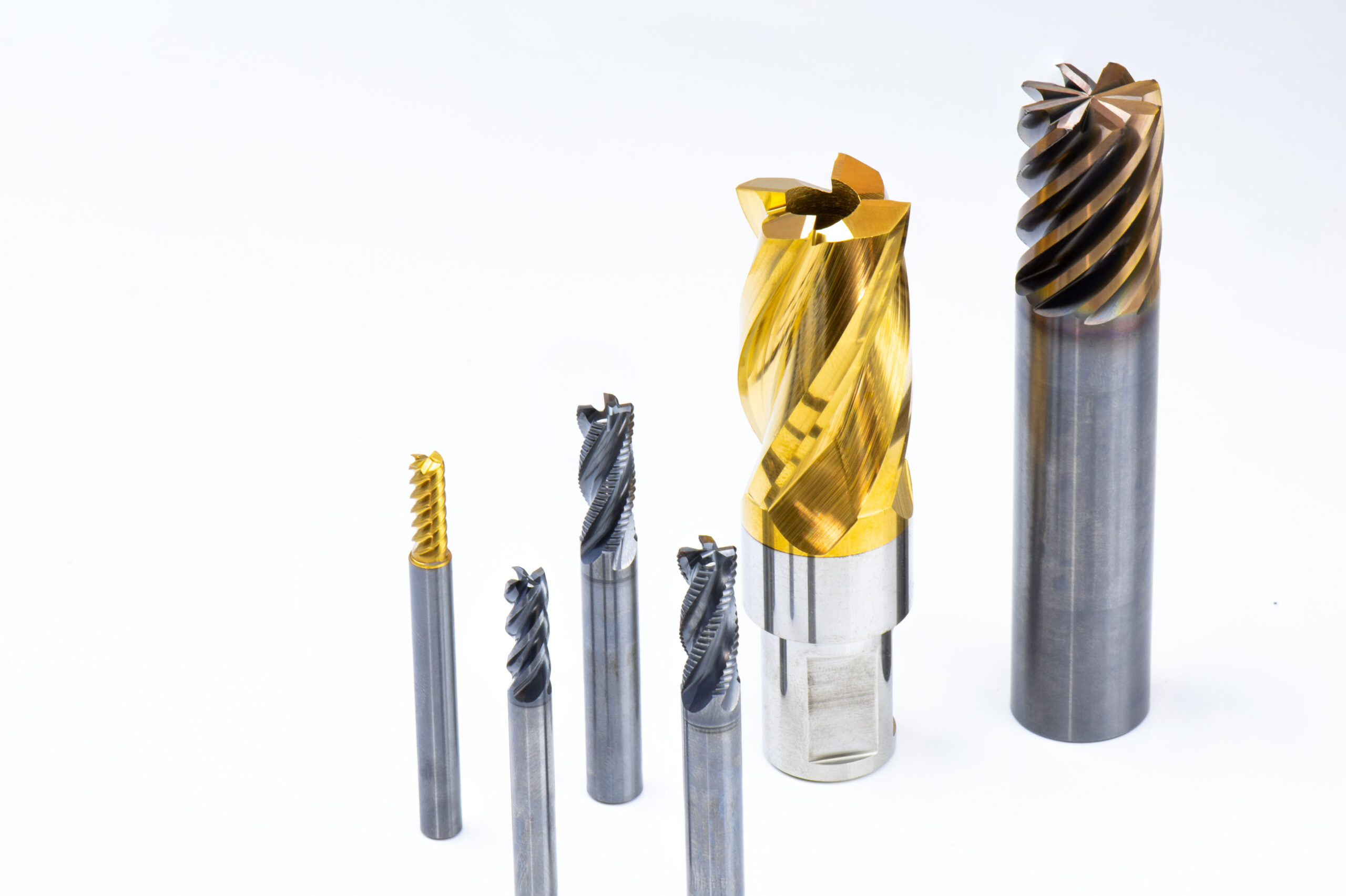
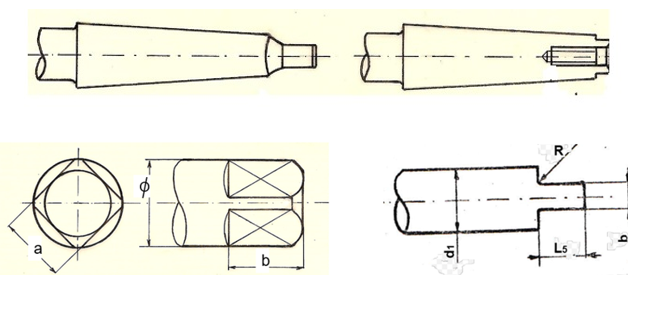
Naturalmente esistono molte forme e soluzioni con gambi adattati ad attrezzature di bloccaggio particolari e con profili complessi con più diametri, parti coniche e smussi come si può vedere per esempio nella figura 1.
Gli allargatori più comuni sono:
- allargatori per fori cilindrici ad uno o più diametri;
- allargatori cilindrici e conici con guida iniziale;
- allargatori conici per smussi o svasatura.
Allargatori per fori cilindrici
Nella lavorazione di fori cilindrici, come si è detto, l’allargatura costituisce un’operazione intermedia tra la foratura e l’alesatura ed ha lo scopo di favorire quest’ultima operazione sia nel senso della precisione (soprametallo più uniforme, errori parzialmente corretti), sia nel senso della durata (minor soprametallo). Essa infine può essere anche intesa come un’operazione di finitura quando le precisioni richieste non sono molto elevate.
L’allargatura del foro viene eseguita spesso con mandrini a lame riportate, dove il foro ha un diametro che lo permette, oppure anche con punte elicoidali, ma in genere si impiegano gli allargatori a 3 o 4 eliche.
Gli allargatori cilindrici lavorano solo con gli spigoli frontali generati dall’intersezione dell’imbocco spogliato con le scanalature elicoidali.
L’angolo di imbocco ha notevole importanza. Aumentando questo angolo si favorisce, entro certi limiti, la formazione del truciolo, ma si accentua la tendenza dell’utensile a centrarsi sul foro preesistente, mantenendo di conseguenza eventuali errori di posizione.
Come per le punte elicoidali, l’inclinazione dell’elica determina l’angolo di spoglia anteriore e quindi il suo valore dipende dal materiale tagliato. I suoi valori base possono essere quelli delle punte elicoidali.
Nell’allargatura le direzioni delle forze sono identiche a quelle che risultano forando dal pieno con punte elicoidali. La resistenza al taglio viene vinta dal momento torcente applicato al mandrino e alla spinta assiale in direzione dell’avanzamento.
Naturalmente, poiché la sezione del truciolo asportato da ogni dente è notevolmente inferiore rispetto alla foratura dal pieno, anche le due forze principali saranno minori.
Le forze principali sono, con riferimento alla figura 2, F1 ed F2.
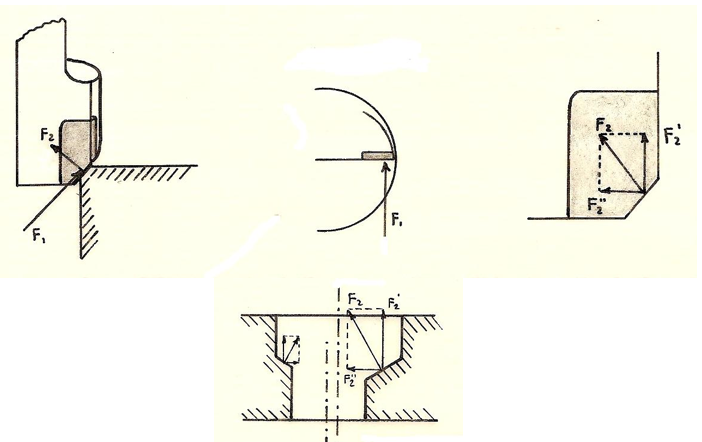
La forza F1 moltiplicata per il numero dei taglienti e per il raggio medio dà il momento torcente Mt.
Il raggio medio si trova sottraendo al raggio esterno dell’allargatore la metà del soprametallo da asportare, perciò:
Mt = F1・Z ・(R – ΔS/2)
La forza F2 che è normale al tagliente, si scompone in due componenti F”2 ed F’2 una radiale e l’altra assiale. È evidente che il valore di queste due componenti dipenderà dall’angolo di imbocco.
La forza assiale F’2 viene vinta dalla spinta di avanzamento, mentre la forza radiale F”2 va a scaricarsi sul tagliente opposto dove troverà un’altra forza analoga in senso opposto; questo nel caso di allargatori con numero di taglienti pari, perché se il numero di denti fosse dispari, tutte le forze convergerebbero al centro annullandosi.
Affinché si abbia l’equilibrio è necessario che tutte le forze abbiano lo stesso valore, ma ciò spesse volte non si verifica a causa del soprametallo mal distribuito sulle pareti del foro. Questo inconveniente si verifica specialmente quando si debbano allargare fori ottenuti per fusione, oppure molto scentrati.
Si ha in questo caso la prevalenza di una forza rispetto a quella opposta con conseguente possibilità di vibrazioni, spostamenti del mandrino e foro non eseguito con le misure desiderate.
Per ovviare a questi inconvenienti, che sono abbastanza frequenti, si adottano in genere due sistemi. Il primo consiste nel guidare l’allargatore con una boccola ed il secondo nell’usare un allargatore con tagliente frontale piano. In questo ultimo caso si ha ancora uno squilibrio delle forze assiali F’2, ma esso non provoca danni se il mandrino è privo di giochi.
La soluzione migliore però resta quella di guidare l’allargatore con una boccola posteriore o, per fori passanti, anteriore. Il basso numero di denti impedisce o riduce di molto le vibrazioni che dovessero generarsi. Se non si hanno esigenze particolari l’angolo di imbocco è compreso tra 30° e 45° per ogni tipo di materiale.
È molto frequente anche l’uso di allargatori con taglienti frontali che limitano di molto le deviazioni assiali (figura 3).
L’angolo di spoglia dorsale sull’imbocco varia secondo il materiale lavorato. I valori comunemente usati sono riportati nella tabella 1.
Materiale lavorato Angolo di spoglia dorale sull’imbocco Acciai comuni a bassa e media resistenza 7° – 10° Acciai duri 6° – 8° Ghisa e bronzo 4° – 6° Leghe leggere circa 15°
Tabella 1 – Angoli di spoglia dorsale sull’imbocco
In relazione al sistema di trascinamento e ad altre particolarità costruttive si possono distinguere:
- allargatori a 3 o 4 eliche con codolo conico o cilindrico;
- allargatori a manicotto con centraggio conico;
- allargatori a lame riportate in acciaio rapido e in metallo duro;
- allargatori a più diametri;
- allargatori ad inserti staffati meccanicamente.
Allargatori a 3 o 4 eliche
Sono costruiti con lo stesso sistema delle punte elicoidali solo che in luogo di due scanalature ne vengono eseguite 3 o 4 secondo il diametro.
Naturalmente il nucleo può essere più robusto perché il centro non lavora. Il diametro minimo del foro da allargare deve essere maggiore del diametro d spogliato dell’allargatore (figura 4).
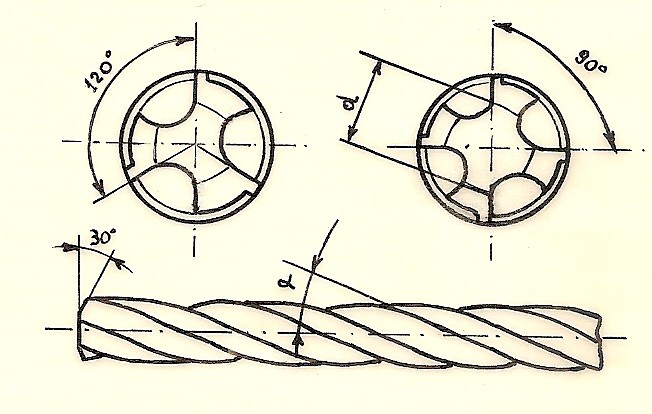
Per facilitare l’espulsione dei trucioli si adottano talvolta angoli di elica molto forti, anche con taglienti frontali; per esempio, nel caso in cui si debbano o allargare e pre-finire dei fori di fusione, magari non passanti con forte soprametallo distribuito in modo irregolare (figura 5).
Il codolo di trascinamento può essere con cono Morse di varie misure, il quale può finire con dente oppure con un foro filettato per un più sicuro bloccaggio.
Oppure i codoli standard possono essere cilindrici con il quadro di trascinamento o con le alette di trascinamento come in figura 6.
Per le dimensioni degli allargatori cilindrici si rimanda alle seguenti tabelle DIN:
- allargatori con codolo cilindrico DIN 344;
- allargatori con codolo conico DIN 343.
Allargatori a manicotto
Il bloccaggio sul mandrino avviene attraverso l’attacco conico con conicità 1:30 (previsto sia dalle norme DIN che dalle UNI).
Il trascinamento è assicurato da un intaglio frontale che alloggia una chiavetta fissa sul mandrino.
I taglienti in genere sono elicoidali con inclinazione variabile in relazione al materiale lavorato e che può variare da 5° per materiali duri a 20 – 25° per l’alluminio e sue leghe.
Sono adatti per allargare fori con diametro da un minimo di circa 20 mm ad un massimo di 100 mm.
Nella lavorazione di materiali molto duri (ghisa) o aventi un’azione fortemente abrasiva (alluminio e sue leghe) su questi allargatori si usa moltissimo il riporto dei taglienti in metallo duro (carbide), che oltre a mantenere il filo tagliente efficiente per produzioni notevoli, hanno il vantaggio di non ridursi troppo di diametro mantenendo perciò costante il soprametallo per le successive operazioni di alesatura. Attualmente gli allargatori di questo tipo costruiti in acciaio rapido sono tutti ricoperti con TiN che, come è noto, incrementa moltissimo i rendimenti. Il dimensionamento degli angoli di imbocco, di spoglia e del quadretto è analogo agli allargatori elicoidali con codolo.
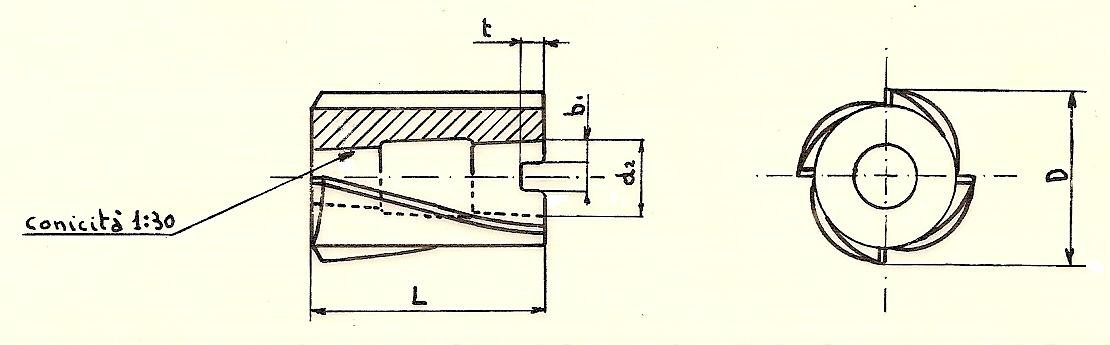
Le dimensioni degli allargatori a manicotto secondo DIN 222 sono riportate in tabella 2, con riferimento alla figura 7.
D d2 L b1 t 24 – 35 13 55 4,3 5,6 35 – 44 16 60 5,4 6,6 44 – 54 19 65 6,4 8,2 54 – 64 22 70 7,4 9,2 64 – 74 27 70 8,4 10,3 74 – 89 32 75 10,4 11,8 89 – 100 40 80 12,4 13
Tabella 2 – Dimensioni degli allargatori a manicotto
Allargatori conici per smussi e svasature
Questi allargatori sono spesso erroneamente classificati come frese mentre, se si tiene conto della definizione degli allargatori essi rientrano in quest’ultima categoria.
L’unificazione tedesca prevede 4 aperture del cono e cioè:
DIN 334 con α = 60°
DIN 381 con α = 75°
DIN 335 con α = 90°
DIN 347 con α =120°
I tipi più usati sono quelli con apertura a 60° e a 90°.
Gli allargatori conici per eseguire smussi o svasature sono costruiti spesso anche in metalli duro e vengono impiegati con ottimi rendimenti su ogni tipo di materiale, ma specialmente su ghisa e alluminio (figura 8).
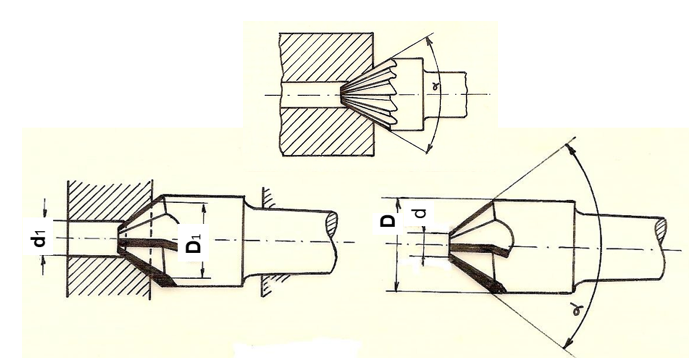
Le placchette in metallo duro possono essere brasate su un corpo in acciaio, ma in questo caso esistono delle limitazioni sia sul numero di denti che sui diametri minimi.
Molto più vantaggiosi sono gli allargatori conici integrali in metallo duro. Essi hanno la testa integrale in metallo duro e il gambo, che generalmente è cilindrico, riportato di saldatura.
Il numero di taglienti possibili è funzione del diametro e dell’apertura. Per gli allargatori con placchetta brasata si può avere un dimensionamento come indicato in tabella 3.
Angolo di apertura Diametro Lunghezza totale N° del cono Morse N° di taglienti d D 60° 5 6 8 25 35 50 120 150 190 2 2 3 3 4 5 75° 5 6 20 30 115 135 2 2 3 4 90° 5 6 8 9 12 20 30 45 60 80 115 130 160 180 195 2 2 3 3 3 3 4 5 6 8 120° 8 10 30 50 115 160 2 3 4 5
Tabella 3 – Dimensionamento di allargatori con placchetta brasata
Gli allargatori conici integrali in metallo duro possono avere anche un solo tagliente, oppure due o al massimo tre.
L'articolo Allargatori per fori cilindrici sembra essere il primo su Meccanica News.
Qual è la tua reazione?
 Mi piace
0
Mi piace
0
 Antipatico
0
Antipatico
0
 Lo amo
0
Lo amo
0
 Comico
0
Comico
0
 Furioso
0
Furioso
0
 Triste
0
Triste
0
 Wow
0
Wow
0